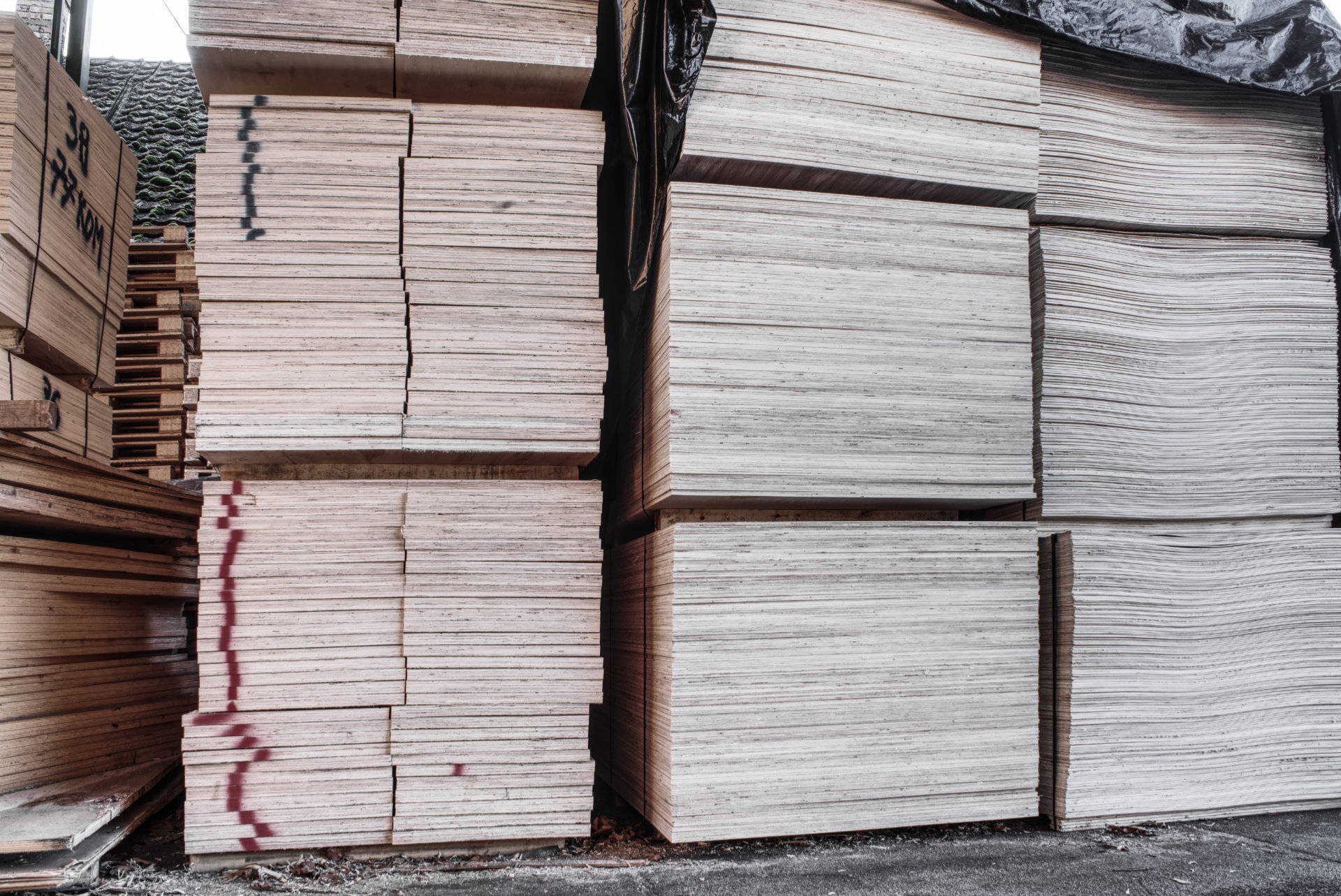
Pressing and LVL Panels
Plywood pressing: The assembled veneer “sandwich” is placed into a large-format hot hydraulic press. The press dimensions correspond to the size of the assembled package – the press platen measures 11.5 m long and 1.4 m wide, with a gap of 160 mm between the upper and lower plates.
Within the press, thermal compression takes place: under high temperature (~100–115 °C) and pressure, the adhesive begins to react (polymerize), permanently bonding the veneer layers into a single panel. The pressing process lasts long enough for heat to penetrate the core of the package, ensuring the adhesive reaches even the deepest veneer layers.
Our production line uses a single-level (“downstroke”) hot press. The massive steel platen exerts downward pressure on the stacked veneer package. Pressing parameters (temperature, time, pressure) are adjusted depending on panel thickness and type; temperatures can range from ~90°C for thinner/standard panels up to 145°C for special bonding types. The combination of pressure and heat causes partial compression of the veneer (resulting in elastic and plastic deformations). After pressing, the panel is slightly thinner than the sum of the input layers. This gives the plywood additional strength and brings its thickness to the precise nominal measurement. The panel exiting the press is a finished plywood sheet, still warm and slightly moist from the adhesive, and then proceeds to cooling and finishing stages.
LVL Panels
LVL (Laminated Veneer Lumber) panels: In addition to standard cross-laminated plywood, Demka Trade LLC also produces LVL panels according to customer requirements.
LVL is a special type of veneer panel constructed so that all veneer layers are oriented in the same direction, i.e., with parallel grain. This construction maximizes strength along one axis. LVL exhibits characteristics similar to solid wood but without its natural defects.
LVL Advantages: LVL is not limited by log dimensions (very long and wide elements can be produced by joining multiple layers), it has uniform quality (wood defects are mitigated across layers), and it offers very high load-bearing capacity relative to its weight. LVL ranks among the strongest structural wood materials in terms of strength-to-density ratio.
Our poplar LVL panel retains low weight and good workability while achieving significantly higher strength and elasticity along the grain direction.
LVL Applications: LVL is mainly used in construction and specialized structures – for load-bearing beams, columns, roof trusses (I-beams), floor reinforcements and inter-story structures, and even specialized uses such as components in transportation equipment.
LVL panels allow us to offer a product that can replace solid wood in demanding applications, while providing better raw material utilization and more predictable material behavior.